鍍鋁鋅層耐腐蝕性分析
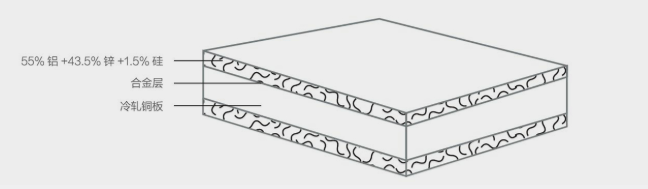
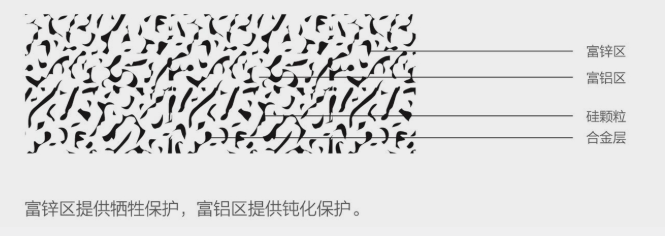
鍍5%鋁鋅合金鋼板的耐腐蝕性系得自于鉬的鈍化層保護(hù)功能和鋅的犧牲性保護(hù)功能��。當(dāng)鋅在切邊�����、刮痕及鍍層擦傷部分作犧牲保護(hù)時(shí)���,鋁便在鋼板外部形成不能溶解的氧化初層��。發(fā)揮屏漳保護(hù)功能���。鍍55%鋁鋅在世界各地區(qū)如田園地區(qū)、工業(yè)地區(qū)�����、一般海岸地區(qū)及嚴(yán)苛的海洋地區(qū)進(jìn)行長(zhǎng)期的大氣曝露試驗(yàn)結(jié)果�����,證實(shí)在相同鍍層厚度情況下,鍍5%鋁鋅鮫鍍鋅耐蝕性高2-6倍�。
鍍層重量(厚度)對(duì)耐腐蝕性能的影響
鍍層重星是耐腐蝕的最重要的保證條件,鍍層厚度越大���,耐腐蝕性能絕越好��,這已經(jīng)通過很多加速試驗(yàn)和暴曬試驗(yàn)所證明����。通常所說的鍍鋁鋅層的厚度指雙面厚度�,正常情況下,市面上常用的鍍鋁鋅層都是雙面等厚鍍鋁鋅��。
附部分環(huán)境對(duì)應(yīng)鋅層:
|
環(huán)境
|
鋅層重量
|
|
室內(nèi)環(huán)境
|
AZ70或AZ100即可
|
|
郊區(qū)環(huán)境
|
AZ150或AZ100加上涂裝
|
|
市區(qū)或工業(yè)地區(qū)
|
AZ150加上適當(dāng)涂裝
|
|
沿海地區(qū)
|
AZ180及以上加上適當(dāng)涂裝
|
基板(底材)材質(zhì)
可依用途區(qū)分為成型用與結(jié)構(gòu)用鍍鋁鋅鋼板兩大類�。
(1)成型用
一般國(guó)際通用規(guī)格將成型用鍍鋁鋅鋼板區(qū)分為下列數(shù)種�,可依成形加工程度加以選擇適當(dāng)品級(jí)。(以寶鋼為例)
|
用途
|
牌號(hào)
|
屈服強(qiáng)度(MPa)
|
抗拉強(qiáng)度(MPa)
|
斷后延伸率A80mm
%
不小于
|
|
一般用
|
DC51D+AZ
|
190~360
|
270~500
|
22
|
|
沖壓用
|
DC52D+AZ
|
140~300
|
270~420
|
26
|
|
深沖用
|
DC53D+AZ
|
140~260
|
270~380
|
30
|
|
特深沖
|
DC54D+AZ
|
120~220
|
260~350
|
36
|
(2)結(jié)構(gòu)用
一般國(guó)際用規(guī)格將結(jié)構(gòu)用鍍鋅鋼板以底材之性能參數(shù)分為下列數(shù)種��,可依用途及厚度之需要選擇強(qiáng)度等級(jí)����。(以寶鋼為例)
|
用途
|
牌號(hào)
|
屈服強(qiáng)度(MPa)
不小于
|
抗拉強(qiáng)度(MPa)
不小于
|
斷后延伸率A80mm
%
不小于
|
斷后延伸率A50mm
%
不小于
|
|
結(jié)構(gòu)用
|
S250GD+AZ
|
250
|
330
|
19
|
/
|
|
S300GD+AZ
|
300
|
380
|
18
|
/
|
|
S350GD+AZ
|
350
|
420
|
16
|
/
|
|
S450GD+AZ
|
450
|
480
|
15
|
/
|
|
S550GD+AZ
|
550
|
550
|
/
|
2
|